
热门关键词搜索
镁合金压铸、半固态压铸、模具制造、CNC加工、塑胶注塑、冲压加工、后加工处理、表面处理
VR
360
在线360 VR视窗东莞市锐准精密金属有限公司
客服
热线
0769-81025999
东莞市锐准精密金属有限公司
电话:076981025999
邮箱:sales@dgrzjm.com地址:广东省东莞市桥头镇迳联工业区信怡路198号
关注
微信
 关注官方微信
关注官方微信
镁合金压铸凝固次序的一般规律是:较薄处及合金液最先停止流动处往往最先凝固,较厚处及合金液体流过时间最长及最后充型处往往最后凝固,而缩孔与缩松的缺陷最易集中在铸件最后凝固的部位。
镁合金液的凝固方式为结晶温度范围比较宽的层状凝固,即由表及里逐层凝固。随着凝固的进行,金属的收缩也在不断地进行,结壳厚度不断增加,外部压力的作用越来越小,最后使铸件内部压力低于外部压力造成内部真空,从而形成缩孔与缩松缺陷。
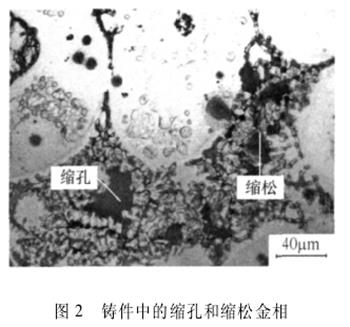
压铸件中大而集中的孔洞为缩孔,小而分散的孔洞为缩松,缩松和缩孔的孔洞形状不规则、不光滑,表面呈暗色(如图所示) ,而气孔具有光滑的表面,形状为圆形。
1、镁合金半固态压铸缩孔与缩松缺陷产生的原因
( 1) 铸件在凝固过程中,因产生收缩且得不到金属液补偿而造成空穴。
( 2) 压射比压低,增压压力过低。
( 3) 模具设计不合理,不能够建立合理的凝固顺序。
( 4) 内浇道较薄、面积过小,过早凝固,不利于压力传递和金属液补缩。
2、镁合金半固态压铸缩孔与缩松缺陷的防止措施
( 1) 降低浇注温度,减少收缩量。
( 2) 提高压射比压及增压压力。
( 3) 合理设计模具,建立顺序凝固条件,使缩孔与缩松排除于铸件外。
( 4) 改变铸件结构,减少金属积聚,使壁厚尽可能均匀。